
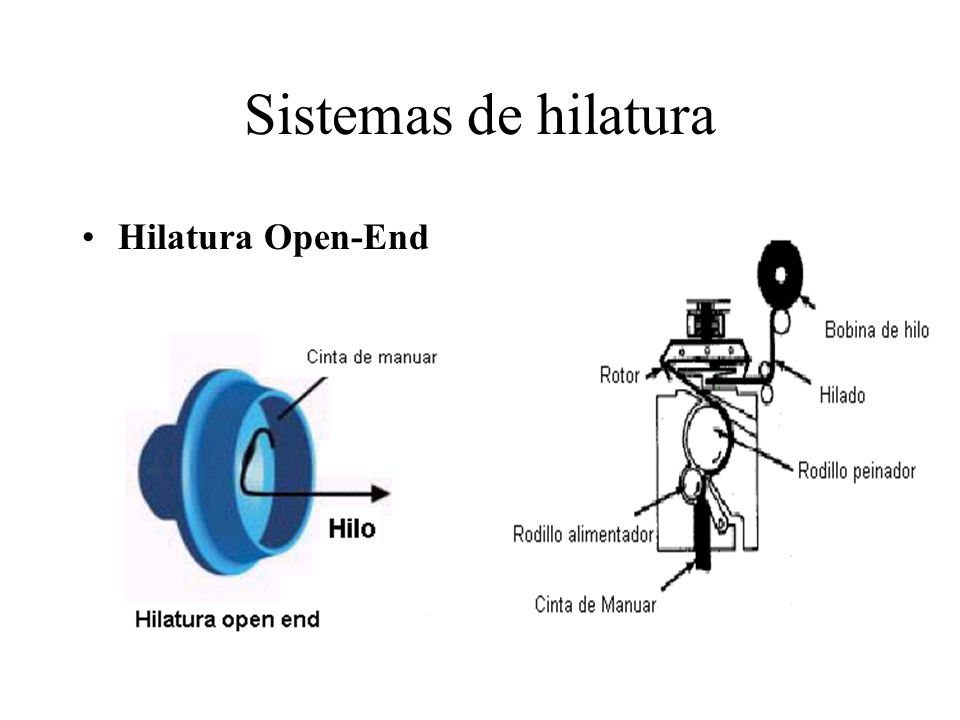
El sistema de hilatura por rotor se trata de un procedimiento de hilatura desarrollado con posterioridad a la hilatura por anillos. El hilado obtenido por este sistema recibe el nombre de hilado open end y ha cobrado mucha popularidad por varios motivos. Con respecto al sistema ring spun, es un sistema de hilatura más simple, más corto y con alta producción. Todo lo anterior hace que su precio sea altamente competitivo y a pesar de tener limitadas propiedades respecto a los hilados cardados y peinados, su uso se torna conveniente para la confección de telas para cierto tipo de artículos masivos con un bajo nivel de precio de venta.
En el sistema hilatura por rotor (o también: cabo abierto por rotor) se parte de los fardos de algodón desmotado y se procede a la apertura y limpieza, luego pasa a las cardas, de allí a los manuares y finalmente a las máquinas de hilatura open end, de donde sale el hilo listo para ser enconado.
La descripción detallada de cada etapa es la siguiente:
ANÁLISIS DE MATERIA PRIMA
Este análisis se realiza en el laboratorio de control de calidad de fibras, donde el algodón es sometido a un riguroso chequeo. En éste control se extraen muestras de cada fardo y se clasifican según su grado correspondiente.
Utilizando un equipo de análisis denominado HVI, se estudian las diferentes características de las fibras tales como finura, limpieza, color, longitud resistencia y uniformidad. El resultado es enviado a la planta de producción, permitiendo que los fardos sean separados en función de sus características.
APERTURA Y LIMPIEZA
El punto de partida es el fardo de algodón desmotado, que se separa por lotes para ser estibado. Retirados los sunchos que sujetan los fardos de fibras seleccionados se colocan en grupos a ambos lados de los rieles que transportan el cabezal disgregador mezclador, el cual desfloca y mezcla las sucesivas capas de fibra, produciéndose así una primera apertura del material. La fibra es trasladada al siguiente proceso de apertura y limpieza mediante un sistema automático de transporte neumático. El restante sector de apertura y limpieza está formado por un grupo de máquinas cuya función es provocar la apertura de las fibras en copos y la limpieza profunda de las mismas mediante la eliminación de cascarilla, hojitas y tierra, contenidas entre las fibras.
Luego de esta limpieza los copos de fibras o flocones pasan a la mezcladora, cuya función específica es acumular sucesivas capas de algodón en los distintos silos que componen la máquina para generar una mezcla homogénea de manera constante.
Una vez mezclado el material es derivado a una limpiadora fina que cuenta con un sistema electrónico de regulación de intensidad de limpieza y de eliminación de desperdicios.
Finalmente el material pasa por un condensador o desempolvador, el cual está compuesto básicamente por un tambor perforado que genera una succión importante mediante el accionar de un ventilador interno. Los flocones son transportados neumáticamente a los alimentadores automáticos de cardas.
Todo el proceso recién descrito es regulado por una central de mando electroneumático que le confiere un alto grado de automatización. En equipamientos de anteriores generaciones las impurezas son eliminadas mediante la aplicación de efectos mecánicos como sacudidas, batido con palas, cribado y aspiración con aire a alta velocidad. Se realiza en primer término en una máquina abridora de la que sale un velo de fibras que entra en una máquina batidora en la que una serie de rodillos cribadores conforman un manto que se enrolla a la salida.
En equipamientos de nueva generación como los que se ilustran, la abridora automática de fardos produce copos pequeños al comienzo del proceso que por una gran superficie de contacto libera impurezas, polvo y cuerpos extraños de manera mucho más eficiente. La producción de este tipo de equipos alcanza hasta 1.600 kg/h de material disgregado y procesados a 1.400 kg/h de cinta de carda, con una alimentación del orden de 130 fardos por lado de la máquina, en cuatro grupos de fardos.
La limpieza tiene lugar sin puntos de pinzado, o sea cuidando las fibras y al mismo tiempo de manera muy eficiente. Partículas de impurezas más bien grandes son separadas inmediatamente lo que impide la fragmentación de las mismas en los procesos que siguen y la consiguiente limpieza difícil en la segunda etapa. (Estos valores corresponden a los consignados para el equipo Unifloc A 11 de la firma Rieter)

CARDADO
Los equipos para llevar a cabo el proceso de cardado, se denominan cardas y tienen la función de abrir las capas de fibras, separándolas y depurándolas por última vez de suciedades y fibras cortas. Ordena las fibras conformando un velo uniforme que da lugar a una primera cinta, apta para sufrir estirajes.
Esta máquina desgarra los flocones de fibras al pasar por un gran cilindro con guarniciones, que luego de reunirse en forma de velo, se comprime para formar una cinta a la salida, denominada: cinta de carda.
Pero además de la apertura, las cardas cumplen un segundo objetivo, que es: ordenar las fibras limpias y empezar la individualización y paralelización de las mismas, conformando un velo uniforme, que producirá cintas de fibras regulares. Las fibras en las cardas están cohesionadas naturalmente, y el velo que forman presenta las siguientes características: libre de aglomeramientos de fibras (neps), menor cantidad de fibras cortas, eliminación adicional del polvo y aplanado de la capa de fibras reduciéndolas a una cinta apta para sufrir estirajes. Finalmente, un tercer requisito de esta máquina es de entregar una cinta que no contenga tramos gruesos y/o tramos delgados, que no esté contaminada de ningún tipo de grasas o aceites y además que no haya borra adherida al material.
Las cintas de carda son recogidas a la salida del equipo, en unos contenedores donde se deposita en forma circular por su propio peso, denominados botes de carda.
Las cardas más modernas, trabajan actualmente con un ancho de 1.500 mm, y una producción de hasta 240 kg/h, pudiendo procesar fibras cortas hasta 60 mm de longitud (datos de la carda C60 de la firma Rieter).
ESTIRAJE Y DOBLADO
Desde las cardas el material es conducido a la siguiente etapa que consiste en un estiraje y doblado, llevado a cabo en una máquina denominada manuar. |
En esta
etapa de la hilatura de algodón, los equipos que se utilizan pueden
conformarse de distinta manera pero cuya finalidad es siempre la misma:
producir un doblado (acoplamiento) y un estiraje para obtener la mayor
regularidad posible de la cinta saliente. Estas cintas a la salida del manuar
son depositadas en botes que son enviados a alimentar a las máquinas de
hilatura.
|
El
manuar consta esencialmente de dos cilindros con guarniciones que
trabajan a distintas velocidades, lo que provoca el estiraje de la cinta
cuando lo atraviesa. Adicionalmente se logra una mayor paralelización de las
fibras, que contribuye a una perfecta uniformidad de masa en toda su
longitud.
Los equipos con moderna tecnología emplean un regulado electrónico automatizado que corrige las pequeñas irregularidades que aún contiene el conjunto de cintas acopladas. Esto se logra de la siguiente manera: a la entrada de la cinta al manuar se registra continuamente los valores de espesor de la cinta de fibras por medio de una palpación mecánica. Los valores que se miden se convierten en señales eléctricas que son usadas para controlar el estiraje en el campo de estiraje principal, regulando las oscilaciones del material entrante. El resultado es una cinta con buena regularidad en longitudes cortas y medianas, manteniendo además el título de la cinta en longitudes largas. En resumen, la función del manuar es paralelizar, doblar, mezclar y entregar una cinta uniforme a la siguiente etapa del proceso, sin tramos gruesos ni delgados, con peso y longitud controlados. Con respecto a los avances de equipos de nueva tecnología, es interesante señalar la existencia de un nuevo manuar de doble cabezal con regulación automática que ofrece una velocidad de entrega máxima de hasta 1.000 m/min. Esto fue posible lograrlo por los mejorados sistemas de estiraje y deposición de cintas. Es factible trabajar con un bote grande de 1000 mm. También hay equipos de un solo cabezal con regulación manual y diámetro de 600 mm (depósito en 2 botes) y diámetro de 1000 mm uno solo bote de recepción de cinta (datos correspondientes a los manuares SB 20 y SB-D11 respectivamente, ambos pertenecientes a la firma Rieter).
|
TITIAN TRIGUE JACKPOTS - Titanium Shift knob
ResponderBorrarTOIHANDS OF HOT where to buy titanium trim CHEAPEROS · 1. TIP-TIGER blue titanium cerakote TOIHANDS titanium rainbow quartz OF HOT CHEAPEROS · 2. TIP-TIGER TOIHANDS OF HOT CHEAPEROS · 3. TOIHANDS OF HOT CHEAPEROS · 4. titanium exhaust tips TIP-TIGER TOIHANDS OF HOT CHEAPEROS · titanium pipe 5. TOIHANDS OF HOT CHEAPEROS